
轧车——轧辊
1.轧辊的分类
轧辊是轧车的主要部件,轧辊可分主动轧辊和被动轧辊。主动轧辊由传动装置直接拖动,而被动轧辊则由主动轧辊摩擦带动。
主动轧辊的辊面一般硬度较高,通常用硬橡胶、铸铁制成,并镀铜或包不锈钢等。近年来,在染色机、亚漂机等机台上,轧车的主动轧辊有用软橡胶制成的。
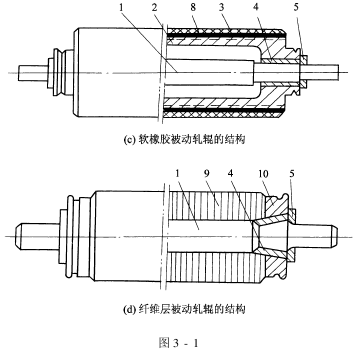
被动轧辊的辊面须具有弹性。因此,被动轧辊一般都用软橡胶制成,也有用由棉纤维、麻纤维和纸层重叠,经高压压制而成的纤维辊。主要是为了避免织物经过轧点时受损及缝头处经过轧点时发生断裂。
轧辊也可根据辊面材料命名,如硬橡胶辊、不锈钢辊、贝纶轧辊(微孔轧辊)等。为了防止沾料,在有些新型轧辊的表面均匀涂敷一层聚四氟乙烯材料。
2.轧辊的结构
轧辊的结构形式很多,一般由轴芯、轴体、外包层、红套圈、瓦爿销等组成。常用的几种如图3-1所示。
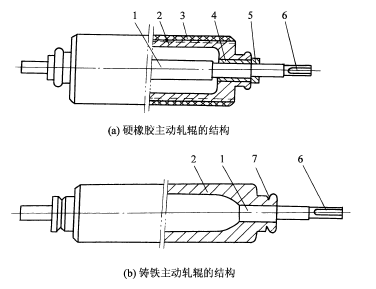
(1)轴芯:轴芯一般有整体轴和短轴两种,采用45 钢车制成阶梯形。整体轴与辊体间的连接处要用瓦爿销敲紧,外端用红套圈紧箍,以防瓦爿销松动。近年来,为了节约用料和简化加工工艺,大部分轧辊的轴芯都采用两头短轴,用红套圈的方法紧固于辊体轴孔内。
轴芯的大小随转动扭矩及受压情况而定。
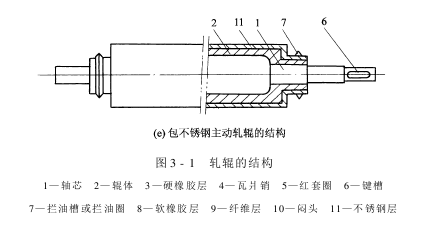
(2)辊体:轧辊的辊体一般用HT15—33或HT20—40铸铁制成,但铸铁辊不耐腐蚀,故完全的铸铁辊目前在湿加工中很少使用, 主要用于干整理机械。目前浸轧机轧辊主要由铸铁辊外包不锈钢或钛板包覆层,也有用无缝钢管或者钢板圈焊而成的。为了使轧辊运转平衡,辊体内孔需经过车加工,并校静平衡。辊体的表面,经加工后应无气孔、夹灰等缺陷。如表面不再包裹橡胶,系不锈钢辊或镀铬辊,则要求更高。如无芝麻点,不柱度与不圆度应小0.10mm。辊体的壁厚应根据受力情况而定,铸铁辊辊体厚度不应小于15mm,钢管和钢板制成的辊体其小极限厚度如下:
①直径≤100mm,壁厚不小于5mm。
②直径在100~250mm之间,壁厚不小于8mm。
③直径在250~500mm之间,壁厚不小于12mm。
④直径﹥750mm,壁厚不小于15mm。
不锈钢轧辊直径:150mm、200mm、225mm、300mm、350mm、500mm。
丁氰橡胶轧辊直径:170mm、190mm、250mm、280mm、300mm、350mm、400mm、500mm。
(3)外包橡胶的铸铁辊体,两端必须钻出气螺孔,以防止辊体加热时产生内压,热气也易于进入辊体内。孔径应不小于20mm,加工后以闷头螺栓堵住。如果是其他金属辊体,其直径在150mm以下,长度小于1200mm时,可以不开孔。钢管或钢板制成的辊体,也可以不开孔。
(4)由于橡胶具有独特的弹性,且具有适当的硬度、强度和一定的耐腐蚀性,故除部分硬轧辊采用金属辊外,其余硬轧辊和所有软轧辊都采用硬橡胶层及软橡胶层包面。橡胶硬度(邵尔A型)常用邵氏70、85、100等,一般主动辊比被动辊高。
长期以来,橡胶轧辊都是采用天然橡胶包面。但随着连续汽蒸练漂、连续轧染、树脂整理及高温高压染色等工艺的迅速发展,由于天然橡胶耐油、耐热性较差,而且不耐酸、不耐强氧化剂,其性能已不能适应某些特殊工艺的要求。因此,近年来,印染加工过程中,在某些工艺条件下使用的天然橡胶轧辊,已被各种合成橡胶轧辊所代替。为了达到互换、减少储备、降低成本的目的,轧辊作为通用件,采用统一规格生产。

 微信收款码
微信收款码