
练漂机——常压汽蒸练漂机
常压汽蒸练漂机是连续汽蒸练漂联合机的主要单元机,它的出现,使整个练漂工序的机械化、连续化和自动化得以实现。大大减轻了工人的劳动强度,缩短了生产周期,提高了劳动生产率。
常压汽蒸练漂机的类型有J形箱式、翻板式、履带式、轧卷式、叠卷式及R—BOX式等。它们可用于汽蒸退浆、煮练和漂白。
1.J形箱式
J形箱式连续汽蒸练漂机的汽蒸反应箱呈J形,又称为伞柄蒸箱。按织物加工状态可分绳状和平幅两种。按照加热方式的不同,它又可分为外加热式和内加热式两种。
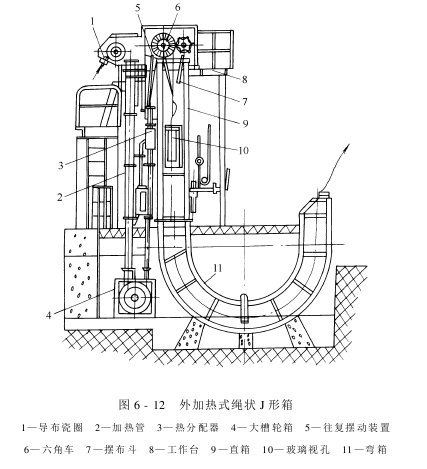
图6-12所示为外加热式绳状J形箱,它与U形蒸汽加热管相连。蒸汽喷射器安装在靠近J形箱进口处的加热管内,以免蒸汽从进布口外溢。饱和蒸汽通过喷射器内布满于加热管的小孔,直接分散喷射至管内以加热通过该管的绳状织物。J形箱除保温外,箱内不安装直接蒸汽加热装置,箱内织物温度约100℃。J形箱顶部有一个便于启闭,以便及时处理故障的箱盖,为保证密封,常用水封口。箱上部有一对六角车,将织物拖入箱内。织物堆置密度随品种而异,一般棉织物平均堆置密度约320kg/m3。为保证有效地拖动织物而不打滑,六角车的线速度一般比织物的线速度超速8%~20%。六角车下方装有一对摆布斗,使织物能按纵向均匀堆放。箱内织物堆置高度须保持在一定范围内,以保证汽蒸练漂所需的作用时间,并防止堆置过高而影响多角形牵引辊不能正常牵引导布,甚至使该辊和摆布装置损坏。箱外有一往复摆动的导布瓷圈,可使织物按横向均匀堆放。
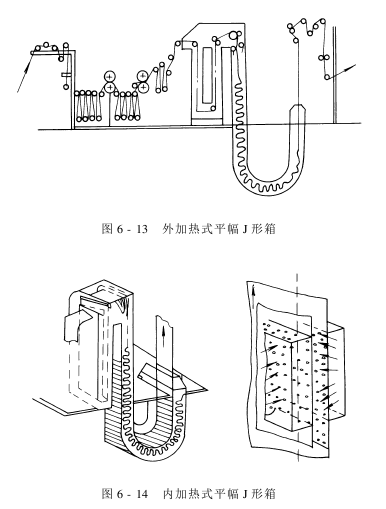
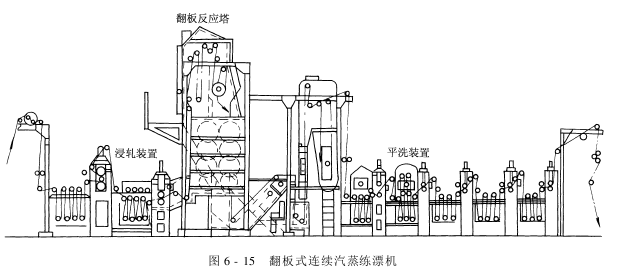
图6-13和图6-14分别为外加热式和内加热式的平幅J形箱示意图。内加热式平幅J形箱的加热装置设在直箱和弯箱的连接处。织物进入箱内直接与饱和蒸汽接触进行汽蒸,其温度可达103℃左右。
J形箱的结构虽简单,但织物以折叠状堆置于箱内(绳状织物更甚),并被上部布层堆压沿箱内壁滑动,易产生擦伤、折痕及纬斜。因此,不适用于卡其等厚密织物、涤棉混纺织物等织物的汽蒸练漂。
2.翻板式
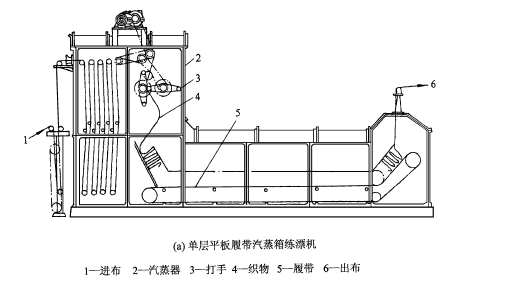
图6-15所示为翻板式连续汽蒸练漂机示意图,供平幅织物汽蒸煮练和漂白用。翻板式汽蒸室上部为落布装置,装有4~6对翻板,堆至一定数量(一般每层翻板容布量约为300m)后,靠气动自动装置使这对翻板向下绕其轴翻转360°,织物落到第二层翻板上继续汽蒸,层翻板继续堆放织物,每层翻板的翻转时间,根据汽蒸要求和车速而定。
一般薄织物为8~10min,使织物在汽蒸室的处理时间约为1h。后一层翻板上折叠堆置的织物落入汽蒸箱底部的煮练液或漂白液中继续练漂,浸泡箱兼有浸渍和液封出布口的作用,并有助于改善煮漂效果。汽蒸箱进布口常采用液封或汽封两种方式。
翻板式汽蒸练漂机的结构不太复杂,自动化要求也不太高。尽管织物是折叠堆置汽蒸,但是,其堆置状况已较J形箱有所改善,因此,折痕和擦伤程度已大为减轻。如果汽蒸前处理和热定形较好,则涤棉混纺织物也可在该机上加工,车速为100~120m/min。
3.履带式
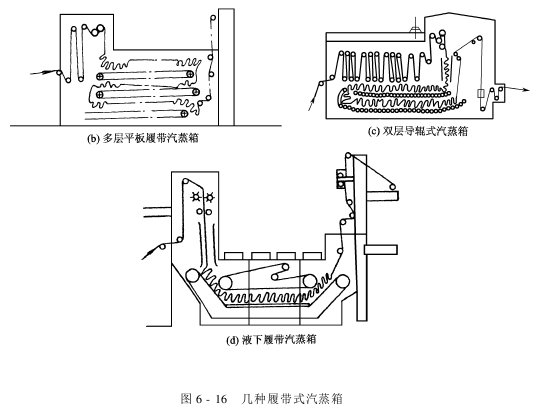
履带式汽蒸练漂机是使用多的一种汽蒸练漂机。履带式汽蒸练漂机分单层履带式[图6-16(a)]和多层履带式[图6-16(b)]两种;按履带结构又可分为平板式履带和导辊式履带两种。织物浸轧练漂液后便进入汽蒸箱,先在上下导布辊牵引过程中进行几秒至十几秒的汽蒸,然后由落布装置有规律而疏松地堆置在履带板上,继续进行汽蒸。当织物由履带送到出布口处,被出布辊牵引出箱。
平板式履带是由一条条具有多孔或多条缝隙的不锈钢薄板联接组成的,履带围绕在箱底的一排辊筒上,随辊筒的转动而缓缓向前移动,织物也随之向前进行。
导辊式履带则是由多根主动的不锈钢导辊排列而成,导辊装在汽蒸箱的左右侧板上,并不能位移,只是借助于各辊的缓慢回转而使堆置在辊面上的织物缓缓运行。
平板式履带和导辊式履带又均有单层和多层之分,如图6-16中(a)~(c);履带可在液面上或液下运行,如图6-16(d);履带与导辊也可配合使用。但导辊现已改进为网辊,即导辊上布满小孔,以加强汽蒸效果。
履带式汽蒸练漂机结构简单,操作方便。由于堆积布层较薄,皱痕情况较前两类设备大为改善,且汽蒸效果较好,张力和摩擦都较小,目前为印染厂广泛使用。导辊式汽蒸箱适宜多层堆置,因为翻转织物处的导辊可按需要排列和设计成不同转速。导辊缓缓回转,可克服履带上织物与板面接触处容易产生的汽蒸不匀和干斑痕迹,不易擦伤织物,但导辊安装、维修和制造要求高,设备价格高。
4.轧卷式
轧卷式汽蒸练漂机是一种不连续的平幅汽蒸练漂机,其结构如图6-17所示。织物进入与汽蒸箱相连的可移动的布卷汽蒸车内,在汽蒸情况下卷绕成布卷。等到此布卷绕至一定直径时,暂停运行,扯断织物缝头,将此汽蒸车沿地面轨道移开,并使该布卷继续在汽蒸车内回转汽蒸至规定时间,然后移到平洗机前退卷水洗。当辆汽蒸车移离汽蒸箱时,立即将第二辆空的汽蒸车接上,开车卷绕汽蒸。
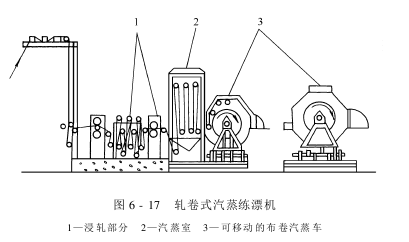
本机的特点是织物平整,无折痕和擦伤,适合各种织物加工。虽属半连续式生产,但其机构简单,制造方便,能适应小批量、多品种的加工。但有时容易产生布卷内外及两端练漂效果不一致的缺陷,使用中应注意克服。
5.叠卷式
叠卷式汽蒸练漂机既具有轧卷式汽蒸机的特点,又实现了连续化生产,提高了生产效率,可用于轧碱汽蒸煮练、过氧化氢和亚氯酸钠的汽蒸漂白以及次氯酸钠的漂白,如图6-18所示。
叠卷式汽蒸室的两支卷轴的排列方式有垂直和水平两种;按卷轴的运动方式,又有固定和转移两种。
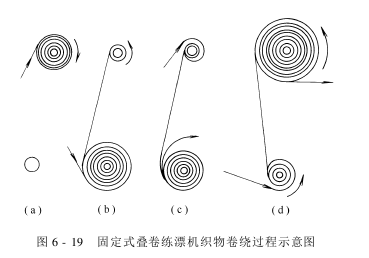
图6-19是固定式叠卷练漂机织物卷绕过程的示意图。开始时,单层织物卷绕于上辊,见图6-19(a);待卷至需要汽蒸时间的一半时,上下辊即停止回转,由机械手将上辊织物和布箱内的织物双层卷绕至下辊,上辊开始退卷,如图6-19(b)所示;当上辊织物全部卷绕至下辊后,将上辊的布头和平洗槽连接,经机械手把下辊的织物和布箱内的织物又双层卷绕于上辊,此时,下辊开始退卷,平洗可连续生产,如图6-19(c)所示;当下辊退卷完毕,织物又如图6-19(d)所示的方式进行运转,如此不断交替。织物在95~100℃的汽蒸箱内停留1h以上,车速40~100m/min。
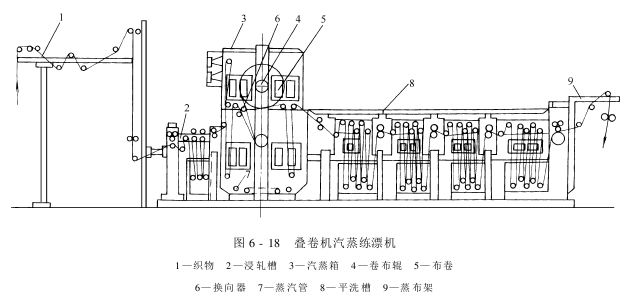
在汽蒸室进出布口分设织物经向张力调节装置,以补偿卷轴调向时织物的线速度变化。上下卷轴各由直流电动机驱动,其换向器由自动控制装置控制。汽蒸室内底部有蒸汽加热管,用来加热蒸汽和保温。顶部有蒸汽夹层,以防止蒸汽冷凝滴水。
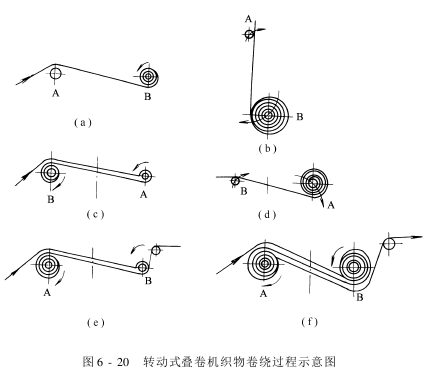
图6-20是转动式叠卷机织物卷绕过程的示意图。
织物初单层卷绕于B辊,如图6-20(a)所示。当卷绕到汽蒸时间一半时,B辊停止转动,A辊和B辊沿顺时针方向转动180°,如图6-20中(b)、(c)所示,此时,在B辊上的织物自动退卷,使织物双层喂入A辊,且A辊开始主动回转,当B辊退卷完时,B辊和A辊又按顺时针方向转动180°,见图6-20中(d)、(e),此时,A辊上的织物又自动退卷,双层喂入B辊,且将A辊上一层布头与平洗机连接,B辊开始主动回转,全机连续运转,见图6-20(f)。如此不断交替循环进行。
该机在正常情况下,可避免织物折皱擦伤,对织物品种适应性强,结构紧凑,占地较少,但卷布辊调向回转时,运行布速变化波动很大,可能会产生少量经向皱印,另外,其结构较复杂,安装、维修要求高。
6.R—BOX式
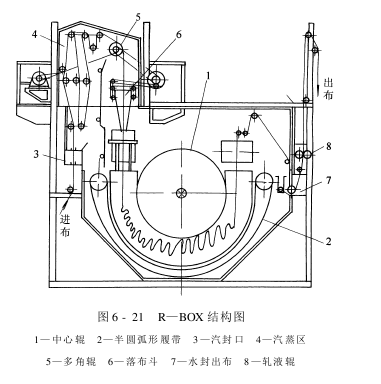
该机由汽封进布装置、汽蒸箱、折叠堆布装置、输送机构、水封出布装置、轧液辊、加热保温和传动机构等部分组成,如图6-21所示。输送织物的机构由主动回转的中心辊和主动运行的半圆弧形履带组成。左右两侧有幅宽调节板,可根据平幅织物幅度要求手动调节。平幅织物浸渍处理液后经汽封口进机,先在上下导布辊间汽蒸加热,再经多角辊、落布斗折叠落堆于缓慢运行的半圆弧形输送履带上。有时履带下部浸在处理液中,并有直接和间接蒸汽加热管使处理液加热和保温。如果煮练即可煮沸,它比只经汽蒸的织物效果佳。织物在处理液中由中心辊和弧形履带输送,张力很小,可供对张力敏感的机织物、针织物退、煮、漂,不易产生折痕。该机也可仅作汽蒸而不经液煮,视工艺要求而定。汽蒸温度为97~100℃,液煮为95~98℃,容布量有2000m、4000m、6000m、8000m等多种规格,布速为35~100m/min。
以上六种是常用的主要汽蒸练漂机,应根据织物特点、工艺要求、产量和设备供应等情况选用。目前,平幅汽蒸较多,尤其是涤棉混纺织物,更适合平幅汽蒸加工。如进行亚氯酸钠漂白,要注意防毒防爆,汽蒸部分的设备材料,宜选用钛板,以免采用一般不锈钢材料被严重腐蚀。汽蒸室外的进布口和一些需要穿过汽蒸室侧壁的辊轴孔,应分别采用含氟塑料片夹贴织物和氟塑法兰汽封。
近年来,J形箱式、履带式等连续练漂机,又趋向与导布辊相结合的结构,以提高汽蒸加热的效率。
导辊与履带或辊床相结合的汽蒸箱,其特点是使进机的平幅织物先在一组或两组多只导布辊间进行充分的单层织物汽蒸加热,然后,落堆到一层或两层履带(或辊床)上继续汽蒸、反应,有利于改善退、煮、漂的效果和减少折叠印,如图6-22(a)所示。该机的进出布位置有前进前出和前进后出两种。前进前出者可装于平幅水洗机上方,以减小占地面积,也可将下层履带浸于处理液中,先经汽蒸再经浸泡或液煮,如图6-22(b)所示。
J形箱式也可与其他机台相结合,以降低织物的张力。可在箱内加进一定量的煮练液并使其循环,以蒸—煮方式改善煮练效果,如图6-22(c)所示。

 微信收款码
微信收款码