
第2435页
-
adidas连手Carbon利用D打印技术生产防护面罩

继Nike开始生产Air系列防护面罩后,德国运动巨擘adidas也宣布,将与美国创新材料生产商Carbon合作,利用3D打印技术来生产个人防护用品。adidas表示:我们与Carbon合作初是希望透过3D打印技术生产高性能球鞋,但现在面对全球疫情危机,我们将齐心协力将生产个人防护用品,帮助抗击疫情。我们会将3D打印面罩供应给美国医疗机构、急救人员及那些需求大但物资不足的小区。adidas和Carbon每周能够为医疗人员和一线人员提供18000个面罩。加州的Carbon工厂已开始全力投入生产,并希望透过双方努力将每周...
-
越南恢复出口医用口罩与防护服
越南总理阮春福已同意该国恢复出口医用口罩与防护服,前提是需先满足包括储备在内的国内需求,同时出口对象仅限遭受新冠肺炎疫情冲击严重的国家。据阮春福于2020年4月15日主持国家防控新冠肺炎疫情指导委员会议所作的裁示,越南卫生部将对2月28日政府第20/NQ-CP号决议提出修正案,以促进这些产品出口。根据该一决议,医用口罩只能出口用于国际援助及由越南政府提供的援助,且出口量不得超过总产量的25%。卫生部表示,越南生产商可以立即开始出口前置作业,且由于目前国内需求无缺,卫生部对出口数量将不设上限。卫生部统计数据显示,越南...
-
东南亚国家出台措施救助服装制造业
受新冠肺炎疫情影响,全球许多国家服装零售商受到冲击,实体店关闭,销售量大幅下滑。在东南亚,越南、柬埔寨、缅甸等国服装生产及出口行业因此面临巨大困难。服装业对东南亚经济发展至关重要。据统计,越南纺织和制衣行业从业者超过280万人,越南服装出口占到全球市场的5.7%。对柬埔寨来说,服装制造业创造国内生产总值的16%和出口收入的80%。缅甸全国约有500家服装制造厂,其65-70%产品出口到欧盟。疫情在欧美地区蔓延,导致许多以东南亚为生产基地的国际服装品牌陆续推迟或取消订单。另有一些欧美服装采购商因自身财务困境,提出延期...
-
兰州石化首条熔喷布生产线投产
4月15日兰州石化首条熔喷布生产线建成投产,并产出产品。为打赢疫情防控阻击战,各地纷纷建设口罩生产线,生产医用防护口罩。然而市场上生产口罩的主要原材料熔喷布货源短缺,口罩生产企业面临着生产成本过高、原料难以采购的难题。在中国石油集团公司安排部署下,兰州石化和辽阳石化着手建设熔喷布生产线,以缓解这一局面。为抢建熔喷布生产线,兰州石化迅速成立项目指挥部,并组建工作协调组、采购组、工程与设备组、生产准备组、化验分析组、产品销售组6个专业工作组,同步展开厂房选址、设备采购、土建施工、生产原材料筹备、操作规程编写和操作人员岗...
-
-中国自欧盟进口纺织面罩激增
据政治家网4月21日消息:据欧盟统计局数据,今年1-2月中国自欧盟进口纺织面罩数量接近2019年全年总量。1月中国自欧盟进口纺织面罩及类似货物(包括外科口罩、FFP2和FFP3口罩)采购量增加2倍,从去年同期的87吨猛增到267吨。2月中国自欧盟进口量增加至916吨,同比增长13倍,总额约5600万欧元。中国自欧盟进口外科和医疗防护服数量大幅增加,1月和2月分别81吨和748吨,2019年全年仅24吨。与此同时,中国对欧盟防护面罩出口远高于其进口量。2月中国对欧盟出口口罩20475吨,是其进口量的22倍。数据显示,...
-
美国发布亿美元征税产品第十二批排除清单
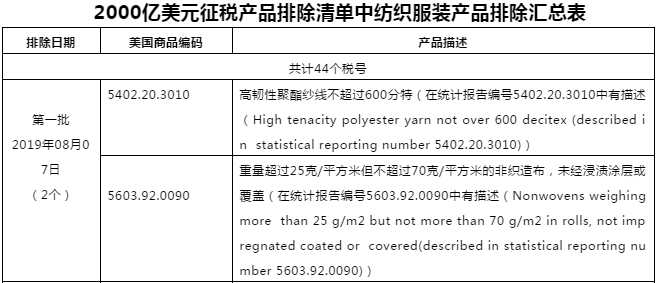
美国当地时间2020年4月22日,美国贸易代表办公室(USTR)公布第12批2000亿美元加征关税商品清单项下的产品排除公告,新增108项排除产品,修订1项历史排除产品描述,其中涉及1个纺织产品税号。截至目前,美国2000亿美元征税产品12批排除中,有11批涉及纺织品,累计涉及48个纺织品税号,被排除的产品在出口美国时将不再被加征301关税。排除有效期可追溯至2000亿清单生效之日——2018年9月24日。本次公告中列明的被排除产品的有效期为2018年9月24日至2020年8月7日。本次排除的纺织品描述与HS码如下...
-
关于进一步加强防疫物资出口质量监管的公告
商务部 海关总署 国家市场监督管理总局公告2020年第12号 关于进一步加强防疫物资出口质量监管的公告在全球疫情持续蔓延的特殊时期,为更有效支持国际社会共同应对全球公共卫生危机,现就进一步加强防疫物资质量监管、规范出口秩序有关措施公告如下:一、加强非医用口罩出口质量监管。自4月26日起,出口的非医用口罩应当符合中国质量标准或国外质量标准。商务部确认取得国外标准认证或注册的非医用口罩生产企业清单(中国医药保健品进出口商会网站www.cccmhpie.org.cn动态更新),市场监管总局提供国内市场查处的非医用口罩质量...
-
荷兰认可中国部分口罩标准与欧洲标准等效
近日荷兰医疗保健及青少年监察局官方网站公布,为保障疫情期间个人防护用品和医疗器械产品的充足供应,经荷兰社会事务及就业部(SZW)与荷兰国家公共卫生与环境研究院(RIVM)评估,中国部分口罩标准与相关欧洲标准等效。其中中国标准GB2626-2006《呼吸防护用品—自吸过滤式防颗粒物呼吸器》中KN95、KP95(防护等级相当于FFP2)和KN100、KP100(防护等级相当于FFP3)与欧洲标准EN149:2001+A1:2009《呼吸防护装置颗粒防护用过滤半面罩要求、检验和标记》等效。如果中国KN95口罩作为医用外科...
-
西班牙认可中国口罩相关标准可替代欧洲标准
近日西班牙工业和中小企业部发布决议,公布中国口罩相关标准可替代欧洲标准。针对新冠肺炎疫情期间带CE标识的个人防护用品市场短缺的现状,近日西班牙工业和中小企业部发布决议,公布中国口罩相关标准可替代欧洲标准。根据决议,在疫情期间,除通过符合协调标准获得CE标识以外,西班牙还将允许使用符合中国标准GB2626(防护级别KN95)的防护口罩,但需要符合以下几种方式:一是在获得卫生部授权的情况下,公共采购无CE标识但符合中国标准GB2626(防护级别KN95)的防护口罩,以供医护人员使用;二是无CE标识的防护口罩经授权机构核...
-
印度成衣业因疫情受创严重 损失可能达亿美元
据印度成衣出口商调查指出,新冠肺炎大流行期间,由于订单取消和延误导致印度成衣业受创严重,货物损失可能达30亿美元。Rajesh Bheda Consulting(RBC)在4月初进行的研究基础来自于位在Tirupur、NCR、Bangalore、Ludhiana、Panipat、Ranchi、Chennai不同制造中心的成衣出口组织的响应。尽管根据60个样本相对较小的响应,该调查结果可洞悉产业经历此波疫情挑战的规模,及对印度成衣业160-170亿美元市场规模的潜在影响。以“衡量新冠肺炎大流行对印度成衣出口业影响”为...

 微信收款码
微信收款码