
复合面料资讯 第2426页
-
昌吉州完成2322吨自用棉检验工作

5月17日从昌吉州市场监督管理局纤维检验所(以下简称“州纤检所”)获悉:我州完成2021年度自用棉检验工作,累计检验76批次10330包2322吨。 为帮助企业切实有效提高生产能效,甄选并使用优质新疆棉,我州积极开展2021年度纺织企业自用棉花检验检测工作。州纤检所按照纺织企业自用棉检验要求,配备4名专业检验技术人...
-
6月中棉协《国产棉质量差价表》发布
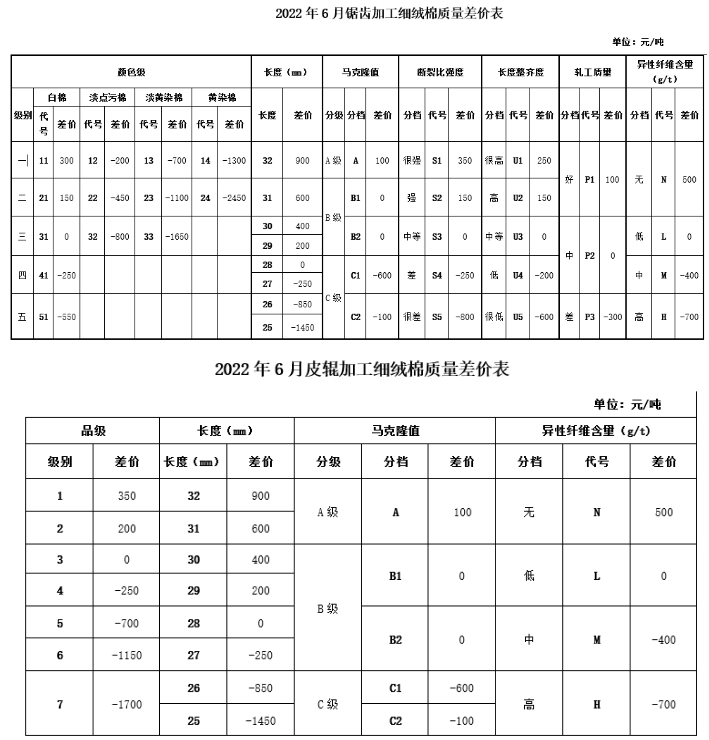
根据《中国棉花协会国产棉质量差价表管理办法》规定,现正式发布2022年6月《锯齿加工细绒棉质量差价表》、《皮辊加工细绒棉质量差价表》和《长绒棉质量差价表》(单位:元/吨)。 依据2022年5月的棉花公检质量数据、中国棉花协会棉花质量价差自动生成系统采集的棉花加工企业销售成交价、纺织企业监测点的采集数据,及当月...
-
省园艺技术工作站专家调研指导西乡县蚕桑产业
5月27日,陕西省园艺技术工作站副站长张伟兵一行赴西乡县调研指导蚕桑产业。 在堰口镇司上社区,调研组一行查看了美裕达蚕桑专业合作社小蚕共育、省力化蚕台育、轨道喂蚕车喂蚕;在沙河镇西河口村,调研组查看了县茧丝绸公司小蚕共育、省力化养蚕、蚕茧收烘和“唐御锦”品牌产品展示,了解了公司生产经营情况,听取了西乡县蚕桑产业发展...
-
四川省茧丝绸行业再添一家省级专家工作站
5月31日,由四川省科协、省委组织部、省经信厅、省教育厅、省科技厅、省财政厅、省人社厅、省国资委共同主办的“四川省院士(专家)工作站高质量发展推进会”在蓉召开。推进会上,宣读了《省委组织部等8部门关于印发四川省第十批院士(专家)工作站名单的通知》,批准中国民用航空飞行学院、宜宾中星技术智能系统有限公司两家单位设立四川省院...
-
前4个月中国家纺产品出口同比微降
中国纺织品进出口商会1日发布2022年前4月中国家用纺织品出口情况:受外需走弱、疫情反弹、订单转移等因素影响,2022年4月单月,中国家纺外贸出口出现较大幅度下滑,拉动1到4月累计出口呈下降趋势。 2022年前4个月,中国家纺产品出口98亿美元,同比微降0.17%。4月单月,出口下降12.9%,拖动累计出口转升为降...
-
拼布艺术作品《锦合》绚丽亮相中国丝绸博物馆
近日,由中国美术学院设计学院教授、浙江省民间美术家协会主席、浙江省拼布协会会长裘海索设计并领衔制作完成的拼布作品《锦合》,绚丽亮相中国丝绸博物馆时装馆。 《锦合》以中国丝绸博物馆30周年馆庆为契机,以“国丝三十年,丝路新征程”为主题,以丝绸之路东西方文化交流为画面背景,集中展示中国丝绸博物馆丰富的文化底蕴和不凡的成...
-
“链”上发力 广西纺织飞驰前行
“好服装贵港秀”。记者采访了解到,近年来,贵港市委、市政府提出将纺织服装产业打造成为千亿元级产业。截至今年3月,平南县中国(贵港)纺织服装时尚新区已签约引进纺织服装项目246个,合同投资额328.68亿元;桂平市木乐纺织服装产业已经集聚了服装企业500多家,其中规模以上企业20多家。 平南时尚新区吸引不少企业入驻...
-
南通:“智改数转”培训班开班
纺织面料、化学纤维产业链“智改数转”培训班在张謇企业家学院在江苏省南通市近日正式开班,90多位企业家通过集中培训的方式,深入学习、大力弘扬先贤精神,探讨谋划相关产业“智改数转”发展路径,加快促进数字经济与实体经济深度融合,共同构建产业规模雄厚、产品结构优化、质量品牌领先的现代化产业体系。 今年,南通市围绕“智改数转...
-
海关总署:拉夫劳伦、ZARA等进口婴童用品检出不合格

海关总署网站6月1日通报2021年6月至2022年5月间检出的部分进口婴童用品质量安全不合格典型案例,涉及服装、童鞋、玩具、牙刷、食品接触产品等5类82批次进口婴童用品。包括拉夫劳伦、ZARA、Jordan、KENZO KIDS、MOSCHINO KIDS等品牌。 在通报的典型案例中,进口服装检出的不合...
-
阿拉尔:九团组织召开棉花田间栽培管理现场会
当前,正是棉花田间管理的关键时节。新疆生产建设兵团师阿拉尔市九团党委常委、组织农发中心主任全体、各连队连长、农业技术员、棉花种植户和塔河种业经理王定全及公司相关人员在九团六连召开了塔河2号原种扩繁田栽培管理及干播湿出栽培技术推广示范现场会。 会议积极推广棉花干播湿出原理及优点,并强调随着农业生产灌溉用水形势严峻,棉花...

 微信收款码
微信收款码